Blowing-Filling-Capping Combiblock is a high efficiency and high automation integrated system. It integrated bottle blowing system, filling system and capping system in one unit; reduced the middle steps of empty bottle transmission, empty bottle handling, accumulating and storing; improved the sanitary condition of packing; cutted down the cross contamination; enhanced the whole line running efficiency and greatly reduced the energy consumption; therefore it reduced the comprehensive cost for drinks factory.
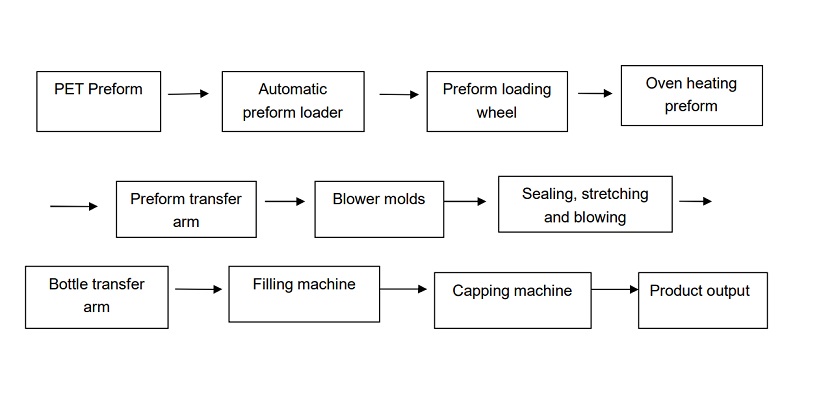
1.1 Workflow of Equipment
Preform input Heating Blowing Bottle mouth detection (part of products need it) Star wheel transmission High speed filling Capping Products output
1.2 Main Features
(1) Adopt servo synchronous control technology to ensure blowing station and filling station works synchronously; transmission accuracy is high; maintenance is conveniently.
(2) Preform inputting, unscrambling, heating, transmitting, stretching, blowing, cooling and bottle outputting are monitored by computer automatically; it doesn’t need the worker’s help thus it greatly reduced the labor cost and probability of cross contamination and improved the production efficiency.
(3) Stable productivity of blowing unit is 18000BPH; qualified rate up to 95%.
(4) Filling section adopts servo motor+ PLC+ HMI to control, production rate, shift output, fault alarm all can be displayed on the touch screen, operating is simple and visualized.
(5) Adopt high precision flowmeter filling, no reflux, prevented the pollution from repetitive filling.
(6) Equipped with perfect CIP cleaning function
(7) Filling tank, filling valve and parts which were contacted with liquids directly are all made of superior, corrosion-resistant and food hygiene required material.
(8) Filling machine adopts flowmeter filling principle; filling speed is fast, liquid level is accurate.
(9) Capping machine adopts advanced magnetic clutch device to adjust capping torque, it guaranteed the capping quality.
(10) Electrical components, pneumatic components and detection sensor are all adopted international famous brands; it enhanced and guaranteed the stability of whole machine controlling system.
(11) Except a few of marked greasing points (greasing points which need to be lubricated by labor have been marked on the machine obviously), machine adopts centralized lubrication system.
1.3 Introduction of Bottle Blowing Machine
1.3.1 Structure Characteristics of Blowing Machine
Automatic rotary blowing machine is successfully developed and researched by our company by absorbing the most advanced bottle producing technology in the world. It’s mainly made of hopper, elevating system, lining device, oven and mainframe, electrical controlling system and pneumatic controlling system.
Bottle Blowing Chart
Hopper and Elevating System
A certain amount of preforms will be stored in hopper to guarantee the continuous of producing. The preforms will be elevated to the lining device by the belt of hopper and then sent to the oven along the filling rail to be further produced.

Description of Equipment’s Performance:
Once preforms are loaded into the hopper, they are supervised by the computer. The number of the loading preforms can be automatically adjusted according to the production speed;
The output speed can be freely adjusted according to different preforms to make the number of loading preforms match up with the production speed;
The design of rotary plastic transferring belt ensures preforms avoiding damage and contamination during the transferring;
After being lined, preforms pass the guiding wheel to the preform seats, and then go into the oven to be heated. Preforms are heated by eight layers lamps in the oven, every layer lamps can heat separately. The heating circulation of the fan in the bottom of the oven make the average temperature of the inside oven.
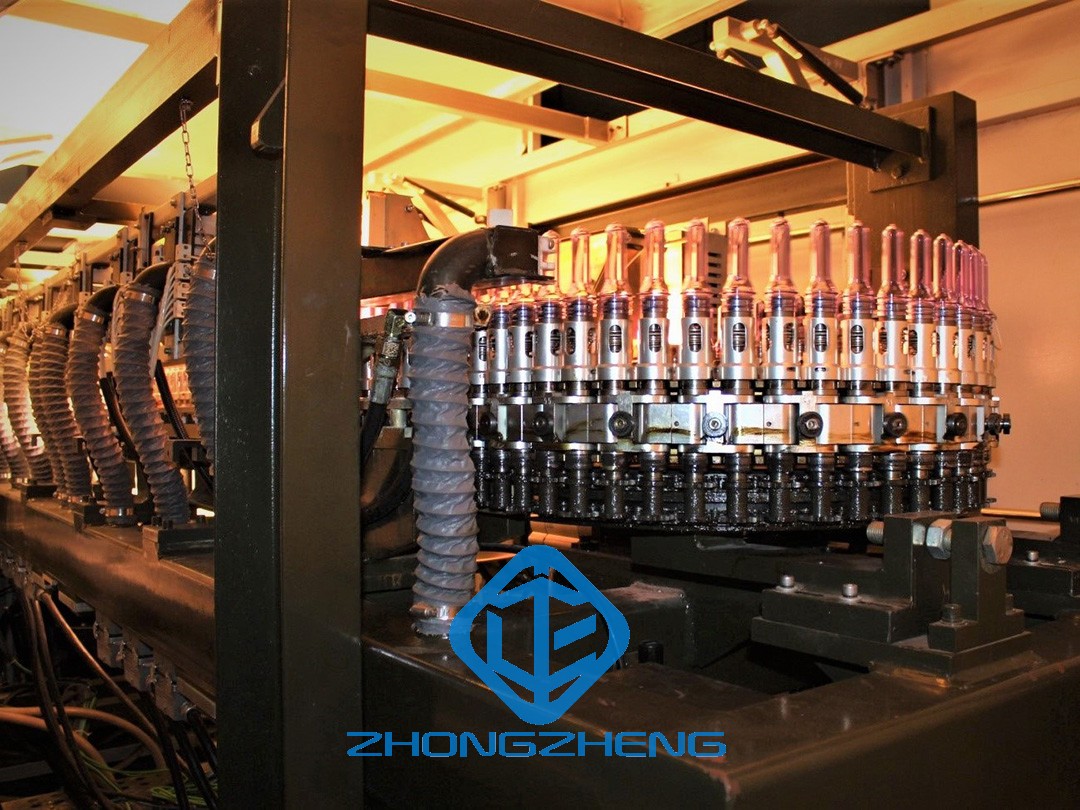
Oven
In the oven, the preforms move forward and rotate themselves to make every part of the bottle have the same temperature. After heating, the preforms have elastomeric property, so the preforms can be stretched biaxial. For the soft drinking bottles the range of temperature is 90~100℃, while for hot filling bottles the range is 110~120℃. The heat of the oven is controlled by the quantity of the working lamps, thewhole setting temperature and the power of the oven.
The Structure of Oven
The heating control of the infrared lamps adopts the closed loop control. After setting the temperatures of oven and preforms, the computer will automatically monitor and ensure the fluctuate of temperature within the certain value to avoid effecting production because of the different temperature between day and night;
In order to preventing preform from deformation because of being heated, the oven has a preform turn-over device (the device will turn preform down when it goes into the oven, and will turn preform up when it goes out of the oven) which make the neck of preform downwards without being heated in the oven. The special designed air cooling device and water cooling device prevent the temperature of the oven being too high, further more they can cool the screw of preform. The same temperature of the oven is ensured by the cooling air controlled by the frequency conversion fan which prolongs the life of infrared lamps;
After being heated, preform will be checked by the automatic infrared inspector, its temperature will be shown on the computer, which make every preform has the same temperature and further ensure the stability of the blowing technique and high finished goods rate;
When the equipment breaks down, the special designed quickly air cooling device ensures prefroms still staying in the oven be cooled quickly, thus these preforms can be used again;
The special designed preform ejecting device can eject the unqualified performs.
Mainframe of Blowing Machine
After being heated in the oven, the preform will be transferred into the mold by transfer arm. The preform will be sealed by sealing seat, stretched by stretching seat and blown by low pressure air and high pressure air (hot filling bottle will be blown by cooling air). According to different technical requirements, the mold will be cooled by cooling water if blows cold filling bottle, the mold will be heated by hot oil if blows hot filling bottle. The whole production process will be monitored by computer.
Bottle’s checkup and output
After being blown, bottle will be transferred out of mold to output rail which can be connected with the air conveyor of the filling production line. Or bottle will be directly transferred on the conveyer belt to the bottle storehouse.
Working theory of bottle blowing machine
The main cam will rotate in high speed. The rotary angle will be tested by the coder on the top of the equipment and the sensor installed on the main cam. Then the information will be sent back to the computer which will send message to the solenoid valve according to the program settled by the operator. The certain action will be carried out to blow in the certain time to finish the double oriented method blowing technique during the rotary of the machine and the conforming bottles will be produced.
Drive and Synchronization System
Setting the speed on the control panel → PCC(programmable control system) → transducer → main electric motor → gear box → belt wheel → toothed belt → speed cam and preform transfer belt wheel → oven belt wheel and bottle transfer belt wheel → preform filling wheel and bottle produced cam
Special Mold Frame System
The special designed mold frame system ensures the possibility of quick and accurate changing mold;
Mold frame with air pressure balance device makes the minimum break line when blowing bottles, which guarantee the quality of the bottles;
The special neck sealing design reduces the pressure between preform neck and sealing to the minimum, thus the neck of preform couldn’t be damaged.
Twice Blowing System
The equipment has the special designed twice blowing system (equipment for hot filling bottles has three times blowing system) ------ preblowing, blowing with high pressure to finally make bottle. The blowing pressure and time of the second blowing can be adjusted. The system can guarantee the quality of finished bottle, so some bottles with complicated shapes can be blown;
The system has the special designed pressure over loading and loss protection devices which can prevent the pneumatic parts from damaging;
The system has the special designed stretching rail which guarantees every bottle can be stretched with the same speed and power during the stretching process.
Transfer Arm System
The transfer of preforms and bottles are finished by transfer arm, which prevent prefroms and bottles from contamination;
The stainless steel transfer arm is processed precision, softly contacts with prefrom or bottle, which can avoid the scratching of the neck;
The transfer arm has the twisting force over loading protection device which prevent the equipment from damaging when it breaks down.
Safe and Reliable Mechanical Transmission
All the important parts of the transmission come from the famous brands in Europe and American, so equipment has the reliable quality and long service life, the connection of the key transmission has the soft protection system;
The special designed mechanical protection and automatically replace system: prefrom entering device, oven, transfer arm, rotating blower, main motor, all the above have the twisting force over loading protection system. Even though equipment breaks down, it won’t be damaged;
Torsion clutch of equipment adopts American brand which can easily adjust the grades, with automatic overloading reset functions. After eliminating resistance, the transmission system will automatically rotate by itself, all linked parts will accurately reset to the original position, without the adjusting of the operator. So all the system is convenient and quick;
The transmission of main motor adopts German SEW Company’s frequency conversion motor, positive speed gearbox and transducer, which have characteristics of flexible non-class starter, non-class adjustment, safety and stability;
Accurate connection between toothed belt and toothed belt wheel guarantees the accurate and safe running of every transmission part.
Siemens PLC Controlling System
The controlling system of automatic blowing machine is made up with SIMATIC HMI (man-machine interface), Siemens industry controlling system (PLC system) and related controlling, checking and executing parts. The turn-on, turn-off and heating adjustment of equipment can be done by the man-machine interface automatically.
SIMATIC HMI(man-machine interface)operating panel contains 36 programme functional keys(28 of them with LED). Bottle blowing machine can be controlled by pressing the keys on the operational panel or by clicking the mouse(USB interface is under the bottom of the panel).
1.3.2 Advantages of Our Automatic Rotary Bottle Blowing Machine
Preform Loading System
Preforms can be transferred and lined up automatically. It will alarm when there’s no preform. It will stop loading preform when the temperature fails to meet the production requirements. All above make sure the safety use of equipment.
Preform Heating System
In the horizontal oven, cooling air naturally blows from down to up which make sure there’s no effect between both sides. Preforms are heated by infrared lamps which has strong penetrability; Japanese infrared non-contact temperature checking device detect the temperature of performs to carry out the closed loop feedback controlling, the aim of automatically control temperature has been achieved, thus make sure the heating consistency of every preforms and implement the reasonable and effective use of energy.
Main Rotating Wheel System
The water and air rotating distribute system is developed by American famous rotary sealing manufacturer and our company. It has reasonable structure and long service life; Pipes, mold frames and gas valves are easily to be installed and maintained.
Air Way System
High precision filter is separately controlled by German AIRTEC solenoid valves which have the characteristics of accurate action and easy and convenient maintenance. So the consistency of products and stability of production are guaranteed.
Transfer Arm System
The transfer of preform and bottle is completed by stainless steel transfer arm which guarantees the sanitary of bottles. Besides of that, the transfer arm system delivers bottle to the air conveyor which directly connects with the filling line.
Transmission System
The whole transmission system is driven by German SEW motor, which guarantees the synchronism of every action.
Mold Changing System
Quick and easy mold changing system
greatly improve the production efficiency
(e.g. it needs about 20~30 minutes to
change the mold of 16 cavities blowing
machine)
Exhausting System
Unique exhausting design greatly decreases
noise in the workshop which guarantees a
quiet environment.
Equipment Safety Protection System
Every torque force point and key point of equipment has torque force protector, photo electricity protecting switch, stroke protecting switch and other safeguards which guarantees the safe operation of equipment, avoids human’s operation and prolongs equipment’s service life and saves maintenance fees.
Personal Safety Protection System
With CE approving system, the whole machine protects personal safety strictly obeying CE certification.
Controlling System
Made of SIEMENS PLC controller, SIEMENS PCC man-machine interface and other functional parts, the controlling system can automatically control preforms feeding and bottles transferring, breakdown checking and personal safety. The whole system is simple and easy to operate, safe and reliable, greatly reducing the investment of the human resource and equipment maintenance fees.
1.3.3 Main Components
No | Items | Brand | Country |
1 | Main motor | NORD | Germany |
2 | Blow valve group | SEITZ | Switzerland |
3 | Recycling valve group | SEITZ | Switzerland |
4 | Combined cylinder | NH | Chinese |
5 | Stretch cylinder | AIRTEC | Germany |
6 | Control solenoid valve | AIRTEC | Germany |
7 | High pressure filter | WALKER | England |
8 | Torque limiter | R+W | Germany |
9 | Brake drum | Rexroth | Germany |
10 | Linear slideway | Rexroth | Germany |
11 | PLC | SIEMENS | Germany |
12 | Operation panel | SIEMENS | Germany |
13 | Low-voltage apparatus | AB | USA |
14 | Proximity switch | Baumer | Germany |
15 | Infrared ray thermodetector | OPTEX | Japan |
16 | Encoder | SICK | Germany |
17 | Infrared ray heating tube | Haichuang | China |
1.4 Introduction of Filling and Capping Machine
● Filler
Adopt Swiss DIGMESA flowmeter filling; whole filling process is divided into two steps, rough filling and precision filling, filling precision is high; filling speed is fast and liquid level is accurate; whole filling process has no reflux, it prevented the pollution from repetitive filling.

● Capper
Capping machine adopts widely used tower transmission unit. On top of capping machine, it adopts high precision rotary structure to support; meanwhile, in order to increase the stability, it adds bedplates on the bottom to support; that enhanced the rigidity of capping unit and benefitted to guarantee capping effect. Capping head adopts Italian AROL company technology. Screwing unit adopts adjustable magnetic clutch, according to parameter requirements of caps, screwing force can be continuously adjusted between 0.6-2.2 N.m; when screwing force is higher than set value, screwing head implements idle running automatically, it will not result in cap abrasion, cap qualified rate is higher than 99%.

















